在塑料制品生产中,一模多件模具因其能显著提高生产效率、降低单件成本而得到广泛应用。其核心在于通过巧妙的结构设计,在单次注塑周期内同时成型多个相同或不同的产品。本文将重点探讨一模多件塑料产品的模具结构设计与材料选择的关键要点。
一、 模具结构设计的关键考量
一模多件模具的结构设计比单腔模具更为复杂,需综合考虑以下方面:
- 型腔布局与流道系统:
- 平衡布局:多个型腔在模板上的排列必须科学合理,力求使熔融塑料从主流道到达各型腔的流动路径长度、截面变化尽可能一致,以确保各型腔能同时、均匀地被充满,从而保证制品重量、尺寸和性能的一致性。常见的布局有H型、圆环形等。
- 流道设计:需设计高效、平衡的冷流道或热流道系统。冷流道需考虑分流道的截面形状与尺寸,以减小压力损失和材料浪费。热流道系统则能有效减少废料、缩短成型周期,尤其适用于精密、多腔模具,但其设计和控制更为复杂,成本也更高。
- 浇口设计:
- 浇口是连接流道与型腔的关键,其类型(如点浇口、潜伏式浇口、侧浇口)和尺寸直接影响填充行为、产品质量及后续去浇口的难易程度。在一模多件设计中,需确保每个型腔的浇口设计均衡,防止个别产品出现填充不足或飞边。
- 冷却系统设计:
- 多型腔意味着更多的热量需要被快速、均匀地带走。冷却水路的设计必须确保每个型腔周围都有充分且均衡的冷却,以避免因冷却不均导致的产品变形、收缩不一致或周期延长。常采用并联水路或针对每个型腔独立设计冷却回路。
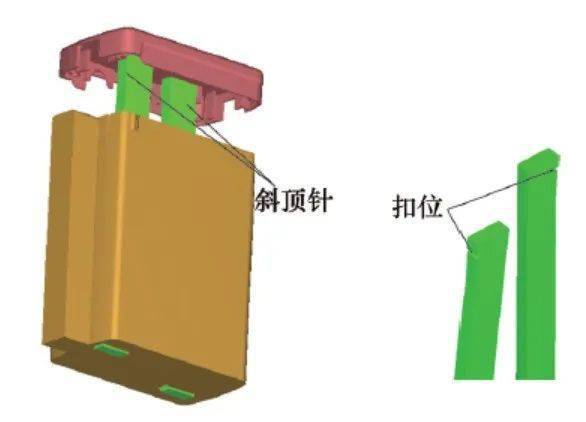
- 顶出系统设计:
- 需确保所有制品能同时、平稳、无变形地被顶出。这要求顶针、顶板等顶出元件布局合理、动作同步。对于形状复杂或深腔制品,可能需要设计气动辅助顶出或多次顶出机构。
- 模具导向与精度:
- 一模多件对模具的导向精度(如导柱、导套)和模板的刚性要求极高,以防止在高压注射下产生偏移或变形,导致产品壁厚不均或飞边。各型腔的加工精度必须一致,通常采用高精度数控加工中心或电火花机床一次装夹完成所有型腔的加工。
二、 模具材料的选择原则
模具材料的性能直接决定模具的寿命、生产效率和最终产品质量。对于一模多件模具,材料选择需格外注重以下几点:
- 型芯、型腔材料:
- 核心要求:高耐磨性、良好的淬透性与抛光性、足够的强度和韧性、优异的耐热疲劳性能(应对频繁的冷热循环)。
- 常用钢材:
- 预硬塑料模具钢(如P20/3Cr2Mo):出厂硬度较高(HRC 30-36),可直接加工,无需热处理,能有效防止热处理变形,适用于中大型、长寿命的通用塑料模具。
- 淬火硬化模具钢(如H13/4Cr5MoSiV1, S136/3Cr17Mo):硬度可达HRC 48-52以上,耐磨性、耐腐蚀性(对于S136)极佳,适用于生产玻纤增强等腐蚀性、高磨损塑料或要求镜面抛光的高光洁度产品。
- 高性能粉末冶金钢(如ASP-23, Vanadis 4 Extra):具有极高的耐磨性、韧性和均匀的微观组织,适用于生产极高精度、超长寿命的精密多腔模具。
- 模板材料:
- 通常选用中碳钢(如45钢、S50C)或预硬钢,要求具有良好的强度和刚性,以承受巨大的锁模力和注射压力,防止模板变形。
- 其他结构件材料:
- 导柱、导套等滑动部件需选用高碳高铬钢(如GCr15、SUJ2)并进行表面硬化处理,以保证高耐磨性和导向精度。顶针、复位杆等可选用标准模具顶针用钢。
结论
一模多件塑料模具的设计与制造是一项系统性工程。成功的结构设计必须以实现“平衡填充、均匀冷却、同步顶出”为目标,而合理的材料选择则是实现模具长寿命、高精度和稳定生产的物质基础。设计师需根据产品特性(材料、尺寸、精度)、产量要求及成本预算,在结构与材料之间进行综合权衡与优化,才能打造出高效、可靠的一模多件生产解决方案。